OSTALI SEMINARSKI RADOVI
IZ TEHNOLOŠKIH SISTEMA |
|||||||||||||||
|
|||||||||||||||
PRESOVANJE PLASTIČNIH MASA
PLASTIČNE MASE
Zahvaljujući mogućnosti ispunjenja najrazličitijih zahteva, polimerni materijali nalaze primenu u praktično svim oblastima ljudske delatnosti.
Razvoj hemijske industrije poslednjih godina 20-tog veka, posebno u oblasti polimernih materijala doveo je do razvoja čitavog niza novih proizvoda i masovne proizvodnje najrazličitijih materijala specifičnih mehaničkih i drugih karakteristika. Sa pojavom kompozitnih materijala dolazi do nove tehnološke revolucije, jer se novi materijali mogu projektovati i proizvoditi tako da imaju znatno bolje karakteristike od pojedinačnih osobina polaznih materijala ili nama poznatih materijala. Poseban značaj novi materijali na bazi polimera dobijaju primenom u automobilskoj, avio i kosmičkoj industriji, kao i u građevinarstvu, elektrotehnici i telekomunikacijama.
Polimerni mateijali imaju veoma raznovrsnu strukturu što predstavlja osnovne probleme pri analizi uticaja polaznih sirovina i tehnoloških parametara na njihove karakteristike. Da bi se ovi uticaji odredili, potrebno je poznavanje hemijskih, mehaničkih, termičkih, električnih i drugih svojstava plastičnih masa, što podrazumeva obimna istraživanja kao i usavršavanje metoda za istraživanja.
Izrada predmeta od plastičnih masa ima čitav niz prednosti: niska cena
koštanja, mala gustina u odnosu na metale, laka izrada delova, posebno
proizvoda složene konfiguracije, kao i visoka produktivnost pri njihovoj
izradi, dobra dielektrična svojstva, zbog čega nalaze primenu kao dobri
elektro-izolatori, visoka otpornost na kiseline, rastvore i druge agresivne
sredine, dobra prozračnost i sposobnost bojenja, dobra prigušujuća svojstva,
odnosno visoka otpornost na vibracije, zbog čega se koriste kao dobri
izolatori vibracija, dobra svojstva apsorpcije zvuka, odnosno dobri su
zvučni izolatori, dobre antifrikcione osobine, a po potrebi i dobra frikciona
svojstva.
Nedostaci plastičnih masa su: niska čvrstoća na povišenim temperaturama, smanjenje čvrstoće u toku dugotrajnog opterećenja, kratak vek trajanja, što je u direktnoj vezi sa procesom starenja pod uticajem svetlosti, toplote, vlage i kiseonika.
Radi daljeg povećanja primene plastičnih masa, potrebno je obezbediti razvoj u tri pravca:
− razvoj novih materijala plastičnih masa,
− razvoj tehnologija prerade, uređaja i alata za preradu i
− razvoj primene novih materijala i razvoj novih proizvoda od plastičnih
masa.
1.1. Načini dobijanja plastičnih masa
Plastične mase su materijali koji se sastoje iz osnovne komponente i dodataka. Osnovna komponenta je polimer, a dodaci, u zavisnosti od potrebnih karakteristika proizvoda, mogu biti: plastifikatori, punila, boje, maziva, stabilizatori i očvršćivači.
Polimeri su materije koje se sastoje od makromolekula. Mogu biti prirodni i sintetički. Prirodni polimeri se nalaze u biljkama i životinjama (celuloza, skrob, belančevine, kaučuk, itd.), a sintetički se dobijaju hemijskim putem (sintezom monomera). Osnovne metode sinteze monomera su:
- polimerizacija,
- polikondenzacija i
- poliadicija.
Polimerizacija je proces stvaranja makromolekula spajanjem
većeg broja monomera, pri čemu se ne izdvajaju sporedni produkti i ne
vrši se pregrupisavanje atoma u molekulu. Karakteristično je to da se
ne sme prekinuti proces polimerizacije (ne može se nastaviti), i da se
osobine polimera bitno razlikuju od osobina monomera. Ovaj proces se može
prikazati jednačinom:
![]()
monomer![]() polimer
polimer
n – broj ponavljajućih jedinica u polimernom lancu.
Polikondenzacija je proces sinteze većeg broja monomera
u makromolekule uz izdvajanje sporednih proizvoda. To je najčešće voda
ili amonijak. Polikondezacija se može izvoditi stupnjevito pa i sa prekidima,
a predstavlja se formulom:
![]()
Poliadicija je postupak spajanja većeg broja monomera
u makromolekule bez izdvajanja sporednih proizvoda. Izvodi se u stupnjevima.
Dobijeni polimeri imaju sličnu strukturu kao i polimeri dobijeni polikondenzacijom.
Ovaj postupak je negde između polimerizacije i polikondenzacije.
1.2. Dodaci plastičnim masama
Plastifikatori (omekšivači) su materije u kojima se
polimeri rastvaraju i nabubre, čime se povećava elastičnost, a smanjuju
se zatezna čvrstoća i tvrdoća. Tada dolazi i do promena nekih fizičko-hemijskih
osobina od kojih je najznačajnije sniženje temperature topljenja. Složenog
su hemijskog sastava i tu spadaju kamfor, trikrezol sulfat i drugi, a
najčešće su u tečnom (uljanom), a ponekad u čvrstom agregatnom stanju.
Punila su materije koje se dodaju polimerima radi poboljšanja
mehaničkih osobina i smanjenja cene koštanja. Mogu biti organskog i neorganskog
porekla. Punila organskog porekla su: drveno brašno, azbest, tekstilna
vlakna, grafit i dr. Oni uglavnom deluju kao očvršćivači. Punila neorganskog
porekla su: metal, staklo i dr. Na primer kada se doda metalni prah, povećava
se elektroprovodljivost plastične mase.
Prema strukturi punila mogu biti:
- praškasta (drvo, kvarcno brašno, metalni prah, prah liskuna...),
- vlaknasta (azbesna, staklena, pamučna ili sintetička vlakna) i
- slojevita (hartija, metalna folija, pamučna tkanina, sintetička, staklena, žičana mreža).
Boje imaju osnovni zadatak da daju određenu boju plastičnoj
masi, a uz to povećavaju hemijsku i termičku stabilnost. Boje mogu biti
organskog i neorganskog porekla.
Maziva poboljšavaju plastifikaciju i eliminišu prilepljivanje
(vezivanje) plastične mase za alat (kalup). Najčešće se primenjuju: parafin,
steorin i kalcijum-stearat.
Stabilizatori obezbeđuju očuvanje prvobitnih osobina
plastičnih masa povećanjem otpornosti na toplotu i štetna zračenja.
Očvršćivači obezbeđuju prelazak plastične mase iz žitkog
(testastog) u čvrsto stanje. Očvršćavanje ubrzavaju katalizatori.
1.3. Osnovna struktura polimera
Polimeri se prema strukturi polimernih lanaca mogu podeliti na: linerane,
razgranate i mrežaste lance.
Linearni polimerni lanci su najjednostavniji jer je kod njih element ponavljanja
(polimer) povezan u izdužen lanac (slika 1.).

Slika 1. Linearni polimer
Razgranati polimerni lanac ima na osnovnom izduženom lancu kraće ili duže
ogranke koji su sastavljeni od istih ponavljajućih elemenata kao i osnovni
lanac (slika 2.).
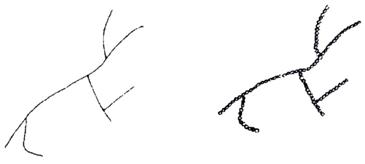
Slika 2. Razgranati polimer
Mrežasti polimerni lanac ima međusobno povezane izdužene polimerne lance u dvodimenzionalne i/ili trodimenzionalne mreže (slika 3.).

Slika 3. Mrežasti polimer
1.4. Podela plastičnih masa
Podela plastičih masa prema ponašanju na visokoj temperature je na:- termoplastične i
- termoreaktivne.
Termoplastične plastične mase (termoplasti) imaju tu osobinu da im se prilikom zagrevanja (maksimalno do temperature rastvaranja) povećava stepen elastične deformacije, a hlađenjem se vraćaju u prvobitno stanje. Ovaj proces je moguće ponavljati određen broj puta bez bitnih promena osobina. Ovi materijali uglavnom ne sadrže punila ali sadrže boje (imaju dobre mogućnosti bojenja) i plastifikatore.
Plastične mase koje spadaju u ovu grupu su: polivinilhloridi, polietileni, polipropileni, poliamidi (najloni), poliformaldehidi, polistiroli, polikarbonati, polifluoretileni, metakrili, plastične mase na bazi celuloze (acetal, nitrat, propionat, acetobutirat), politetrafluoretilen (teflon).
Plastične mase se prema mehaničkim karakterisitkama dele na:
- plastomere i
- elastomere.
Plastomeri imaju mogućnost deformisanja od 0,5 do 200 %. U ovu grupu spadaju i termoplastične i termoreaktivne mase osim kaučuka.
Elastomeri su plastične mase koje se na temperaturama bliskim nuli mogu elastično deformisati i do 1000%. Predstavnik ove grupe je kaučuk.
Fenoplasti su plastične mase na bazi fenolaldehinih smola i njihovih modifikacija. Nastaju polikondenzacijom fenola i formaldehida, u prisustvu baznih ili kiselih katalizatora. U zavisnosti od učešća fenola i aldehida mogu biti termoreaktivne i termoplastične.
Termoreaktivne plastične mase (fenoplasti za presovanje) na bazi formaldehidnih smola sadrže punila, čime se se poboljšavaju posebna svojstva.
Prerada ovih plastičnih masa se vrši posrednim ili injekcionim presovanjem.
Prilikom kondenzacije u baznoj sredini prvo nastaje rezol. Sledeća faza je nastanak rezolne smole, pa zagrevanjem na 140 – 180 °C za nekoliko minuta dobija sa tvrda, krta i nerastvorljiva masa koja se zove rezit (bakelit). Da bi se smanjila krtost u prelaznoj fazi dobijanja rezita, u sastav rezolne smole, dodaju se i druge termoplastične smole i kaučuk.
Jedino rezit ima neophodna eksploataciona svojstva i dobra mehanička, elektroizolaciona svojstva i hemijsku postojanost na višim temperaturama.
Lak smole na bazi fenolaldehida se primenjuju za prevlake ili za impregnaciju različitih materijala.
Tako bakelitni lak je veoma postojan na delovanje različitih kiselina, soli i niza organskih rastvora, ali je prema alkalijama manje otporan. Najveća radna temperatura je 120 oC, čvrstoća spoja laka sa metalom je dobra i može se povećati dodatkom grafita, kaolina i sl. Vreme očvršćavanja laka na temperaturi 150 oC iznosi 50 -115 sekundi.
Pored navedene lak smole postoji niz drugih lak smola na bazi fenola sa veoma dobrim elektroizolacionim prevlakama koje se koriste za izradu tekstolita, drvenih kompozitnih materijala i dr.
Na osnovu fenolno-formaldehidnih smola danas je stvoren niz masa za presovanje, lepka hermetičkih spojeva, toplotno postojanih prevlaka i drugih kompozitnih materijala.
Tvrde rezolne smole dobijaju se polikondenzacijom fenola i anilina sa formaldehidom u prisustvu amonijačne vode kao katalizatora. Primenjuje se za dobijanje elektroizolacionih masa za presovanje. Jedan od tvrdih rezola je i bakelit.Novolak smole dobijaju se polikondenzacijom odgovarajuće fenolne frakcije, smeše fenola, ksilonola i fenol formaldehida u prisustvu katalizatora. Boja smola je od svetlo žute do tamno braon. Rastvorljive su u špiritusu, acetonu, ali nisu rastvorljive u benzinu i benzolu.
2. TEHNOLOGIJE PRERADE PLASTIČNIH MASA
Tehnološki postupci prerade plastičnih masa podrazumevaju postupke u
kojima se od sirovine (polimera) dobija polufabrikat ili gotov proizvod.
Izbor određenog postupka prerade zavisi od vrste i sastava polimera.
Tehnološki postupci prerade dele se prema tehnici rada:
- Prerada bez upotrebe pritiska (livenje, uronjavanje, premazivanje, impregniranje, sinterovanje, ...) i
- Prerada sa upotrebom pritiska i istovremeno dovođenje ili odvođenje toplote (presovanje, livenje pod pritiskom, ekstruzija, valjanje, savijanje, utiskivanje, duboko izvlačenje, …).
Prerada plastičnih masa se ostvaruje kada se savladaju međumolekulske sile. Što su makromolekuli veći i bliže smešteni jedan do drugog, to su sile koje deluju između njih veće. Kada se na plastičnu masu deluje povišenom temperaturom, međumolekulske sile slabe sa povećanjem temperature. Ali ako su makromolekuli vezani po glavnim valencijama (duroplasti), tada se promena oblika može ostvariti samo mehaničkom obradom. Odavde se vidi da vrednost temperature i pritiska zavise od fizičko-hemijskih karakteristika plastičnih masa.
2.1. Prerada termoplasta
Kod prerade termoplasta razlikuju se prerada amorfnih i kristalnih termoplasta.
Promena oblika amorfnih termoplasta u zavisnosti od temperature data je
dijagramom na slici 4. Pad viskoziteta zavisi od odnosa dužine i prečnika
makromolekula. Prerada termopasta se vrši pri višoj temperaturi i nižem
viskozitetu. Pojava unutrašnjih naprezanja u gotovom proizvodu se sprečava
naglim hlađenjem. Metode koje se koriste za preradu amorfnih termoplasta
su: kalandrovanje, ekstruzija, livenje pod pritiskom i presovanje.
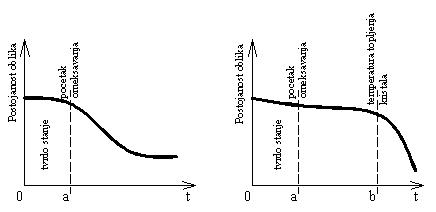
Slika 4. Dijagram promene oblika amorfnih termoplasta u zavisnosti od temperature |
Slika 5. Uticaj temperature na kristale termoplasta |
Delimično kristalni termoplasti se pri povećanju temperature ponašaju
kao amorfni, ali tek kada dostignu temperaturu topljenja kristala dolazi
do naglog pada viskoziteta (slika 5.). Materijal do temperature a
je u čvrstom stanju. U oblasti od a do b materijal omekšava,
a povećanjem temperature preko b (temperatura topljenja kristala)
nastaje nagli pad viskoziteta. Od tada se ponašaju kao amorfni termoplasti.
Kristalni termoplasti imaju nizak viskozitet, pa se tako mogu prerađivati:
livenjem, uronjavanjem, sinterovanjem i špricanjem. Valjanje i kalandrovanje
se teško izvodi tako da se ova dva postupka ne primenjuju.
2.2. Prerada duroplasta
Delovanje povišene temperature dovodi do snižavanja viskoziteta kao kod
termoplasta. Pri određenoj temperaturi dolazi do umnožavanja, porasta
žilavosti i nastaje plastičnost (slika 6.).
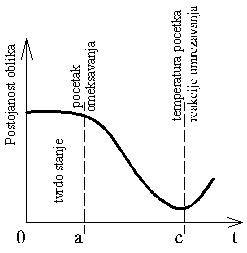
Slika 6.Uticaj temperature na preradu duroplasta
2.3. Postupci prerade plastičnih masa
U postupke prerade plastičnih masa spadaju:
- pomoćne operacije prerade,
- prerada polufabrikata i
- osnovne operacije prerade.
2.3.1. Pomoćne operacije prerade plastičnih masa
Pomoćne operacije prerade su operacije pripreme plastičnih masa za dalju preradu, prvenstveno ekstruzijom i injekcionim presovanjem. Veliki deo plastičnih masa se polimerizovanjem dobija u obliku praha. Da bi se poboljšali uslovi transporta i prerade, dobija se polimer u obliku granulata. Granulat se proizvodi na dva načina:
- toplo granuliranje i
- hladno granuliranje.
Toplo granuliranje se izvodi ekstruzijom. U glavi ekstrudera se nalazi perforirana ploča tako da topli materijal izlazi u obliku makarona. Na glavi je montiran rotacioni nož, koji seče snop u odgovarajućim razmacima.
Hladno granuliranje se izvodi u granulatorima (granuliranje pomoću noževa koji rotiraju), u formi traka ili žica.
2.3.2. Prerada polufabrikata
U postupke prerade polufabrikata spadaju:
- termoformiranje,
- zavarivanje plastičnih masa,
- lepljenje plastičnih masa i
- obrada plastičnih masa rezanjem.
Termoformiranje (oblikovanje pomoću toplote)
Pri obradi termoformiranjem vrši se zagrevanje materijala na temperaturu koja omogućava oblikovanje bez izmene osnovnih karakteristika plastične mase. Termoformiranje je tehnika prerade folije, koje se zagrevaju do viskog elastičnog stanja i oblikuju. U tom stanju lančane molekule odlikuje pokretljivost tako da se delovanjem mehaničkih sila pomeraju, a da pri tome struktura materije ostaje ista. Najveće promene oblika postižu se iznad temperature omekšavanja.
Pri toplotnom oblikovanju u termoplastičnom stanju, za vreme elastičnog razvlačenja, dolazi do orijentisanja molekula. Ako se u tom trenutku izvrši zamrzavanje, u materijalu nastaju unutrašnja naprezanja. Pri ponovnom zagrevanju dolazi do izjednačenja naprezanja i promene oblika. To je povratna informacija i predmet dobija oblik u kome se nalazio pre zagrevanja.
Ova pojava nije poželjna, ali ima svoju praktičnu primenu, jer pri ovakvom toplotnom istezanju dolazi do poboljšanja mehaničkih osobina u smeru orijentisanja lančanih molekula. Postupkom se mogu prerađivati samo tvrdi termoplasti na normalnoj temperaturi, koji se nalaze u obliku poluprerađevina. Mogućnost prerade je bolja ukoliko je interval između temperature omekšavanja i tečenja veći.
Dva osnovna postupka termoformiranja su:
- savijanje i izvlačenje,
- vučenje (duboko izvlačenje).
Savijanje se izvodi tako što se plastična masa prethodno zagreva, a zatim se pod određenim uglom i radijusom savija pomoću odgovarajućih alata ili između valjaka. Postupak savijanja najviše se koristi pri proizvodnji većih posuda ili cevi, obično u cilju pripreme pre zagrevanja ili lepljenja.
Izvlačenje je operacija promene oblika pomoću alata koji se sastoji od matrice, oblikača i držača sa oprugama. Izborom temperature, pritiska i brzine izvlačenja postiže se ista debljina zida gotovog proizvoda, kao i polazna ploča.
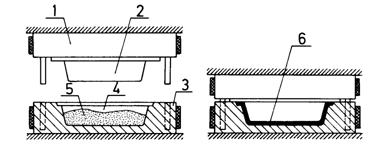
Na slici 7. prikazan je postupak proizvodnje cilindričnih posuda iz ploče pre izvlačenja i posle izvlačenja.
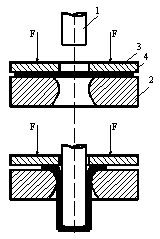
Slika 7. Izvlačenje u otvorenoj matrici, pre i posle izvlačenja;
1–oblikač, 2–matrica, 3–držač, 4–ploča
Postoje i drugi načini izvlačenja primenom oblikača i matrice za dobijanje različitih oblika proizvoda izvlačenjem u zatvorenom kalupu (slika 8.).
Izvlačenjem kroz matrice određenog profila mogu se dobiti manje dimenzije profila, kao i kod metala. Ovaj način prerade se retko koristi kod plastičnih masa.
Slika 8. Izvlačenje u zatvorenom kalupu, pre i posle izvlačenja;
1–oblikač, 2–matrica, 3–držač, 4–ploča, 5–odvod za vazduh
Vučenje (izvlačenje) je postupak oblikovanja spoljašnjom silom, koja deluje na fiksno stegnutu ploču između prstena i držača, tako da se površina ploče povećava, a debljina smanjuje.
Delovanje spoljašnje sile na ploču može biti mehaničko, pomoću klipa (slika 9.), pneumatsko, delovanjem sabijenog vazduha (slika 10.) ili vakuumom (slika 11.). Vakuumiranje je uvedeno kao osnovni postupak termoformiranja jer je postupak značajno usavršen i automatizovan.
Postupkom dubokog izvlačenja mogu se dobiti posude raznih veličina i debljine zidova, kao što su: čaše za jednokratnu upotrebu, lavori, kofe i veći sudovi.
Slika 9. Termoformiranje mehaničkim vučenjem, pre i posle vučenja; 1–klip, 2–prsten, 3–držač, 4–ploča |
Slika 10. Termoformiranje duvanjem,pre i posle duvanja; |
Slika 11. Termoformiranje vakumiranjem, pre i posle vakumiranja;
1–postolje, 2–matrica, 3–držač, 4–folija, 5-otvor za vazduh, 6-otvor za vazduh, 7-zaptivni element
Zavarivanje plastičnih masa
Zavarivanje plastičih masa je spajanje dva dela, neposredno ili posredno (žicom za zavarivanje), prethodnim dovođenjem plastične mase u termoplastično stanje, kada molekuli imaju veliku slobodu kretanja. Delovanjem pritiska, dolazi do homogenog sjedinjavanja.
Na osnovu načina zagrevanja razlikuju se pet osnovnih postupaka zavarivanja:
- zavarivanje zagrejanim gasom,
- zavarivanje zagrejanim elementom,
- zavarivanje pritiskom (trenjem),
- dielektrično zavarivanje i
- zavarivanje ultrazvukom.
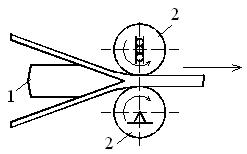
Zavarivanje plastičnih masa zagrejanim gasom je najstariji i vrlo jednostavan postupak za zavarivanje ploča, cevi podova, kada i sl., pri izvođenju instalacija u hemijskoj industriji i građevinarstvu.
Postupkom se zavaruju: tvrdi PVC, meki PVC, polietilen, polipropilen i
dr. Na slici 12. prikazan je postupak sučeonog zavarivanja ravnih ploča
toplim gasom. Zavarivanje se izvodi toplim gasom koji zagreva ploče i
žicu, žica omekšava tako da se laganim pritiskom povija i ispunjava šav.
Pri zavarivanju PVC-a i tvrdog polietilena kao topli gas upotrebljava
se vazduh, a kod mekog polietilen i polipropilena azot ili ugljen-dioksid.
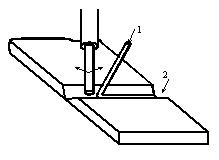
Slika 12. Zavarivanje zagrejanim gasom: 1 - žica za zavarivanje, 2 – šav
Pored sličnosti zavarivanja metala i plastičnih masa postoje i određene razlike. Pri zavarivanju metala punioc se topi, a kod zavarivanja plastičnih masa šipka punioca omekšava i pod dejstvom sile ostvaruje stalnu vezu, permanentan spoj. U opštem slučaju spoj se može puniti jednim prolaskom trougaone šipke, uz uštedu materijala.
Faktori koji imaju značajan uticaj na jačinu zavara ostvarenog zavarivanjem toplim gasom kod plastičnih masa su:
- čvrstoća osnovnog materijala,
- temperatura i vrsta gasa,
- pritisak na trougaonu šipku za vreme zavarivanja,
- tip zavara,
- priprema materijala pre zavarivanja,
- obučenost i iskustvo zavarivača.
Zavarivanje zagrejanim elementom se sastoji
u tome da se površina plastičnih materijala zagreje do temperature spajanja
medijumom za zagrevanje (od 204 do 342°C). Za vreme perioda hlađenja deluje
se silom pritiska (od 0,03 do 0,09 MPa) na spojene delove.
Zavarivanje pomoću zagrejanih elemenata primenjuje se kod nekih termoplasta
gde zavarivanje toplim gasom ne daje dobre rezultate, npr. polimetil –
akrilata (pleksi - stakla), polietilena ili poliolefina. Na slici 13.
je shemom prikazan postupak kontinualnog zavarivanja pomoću noža. Zagrejani
nož je nepokretan, dok se visina između valjka može regulisati gornjim
valjkom. Postupak se koristi za konfekcioniranje ambalaže od PVC-a, polietilena
i drugih plastičnih masa.
Slika 13. Kontinualno zavarivanje pomoću noža: 1 – zagrejani nož,
2 – valjak.
Dielektrično zavarivanje se izvodi strujom visoke
frekvencije. Između metalnih elektroda, koje se nalaze pod naizmeničnim
naponom visoke frekvencije od 20 do 60 MHz, nalazi se plastična masa koja
nije provodnik, već dielektrik. Usled vrlo brzih izmena napona dolazi
do orijentisanja i unutrašnjeg kretanja. Unutrašnje kretanje izaziva trenje,
dok trenje stvara toplotu u termoplastu, a elektrode ostaju hladne.
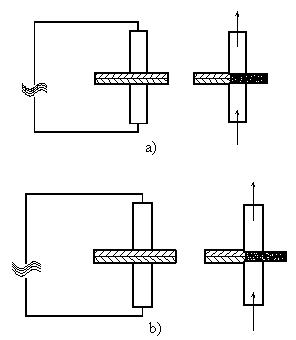
Slika 14. Dielektrično zavarivanje: a) pre zavarivanja; b) posle zavarivanja
1 - elektrode, 2 - folije od plastične mase.
Ultrazvučno zavarivanje je toplotni proces koji
se može primeniti i kod termoplasta. Alat koji vibrira pri frekvenciji
ultrazvuka dodiruje polovinu dela. Frikciona toplota, koja se stvara zbog
visokofrekventnih vibracija, topi plastičnu ivicu na jednoj površini.
Istopljen materijal sa obe površine teče lagano i očvršćava kada prestanu
ultrazvučne vibracije.
Spajanje lepljenjem
Lepljenje plastičnih masa do danas još nije dovoljno razrađeno, niti postoje
univerzalni tipovi lepila. Veliki problem predstavlja glatka i kompaktna
površina plastične mase koja se priprema pre lepljenja. Priprema se može
izvršiti struganjem, bubrenjem i hemijskim putem.
Priprema mehaničkim struganjem se izvodi staklenim papirom ili na sličan
način. Vrši se razaranje makromolekularnih veza na površini predmeta,
te na taj način lepilo može bolje da deluje hemijski i fizički.
Priprema bubrenjem površine se izvodi rastvaračima. Time se povećava zapremina
mikromolekula na površini makromolekula, koji postaju pokretniji i lakše
se vezuju sa lepilom.
Priprema hemijskim putem se izvodi odgovarajućim hemijskim supstancama
koje izazivaju hemijske promene, delovanjem visokog napona ili plamenom.
Obrada plastičnih masa rezanjem
Plastične mase mogu da se obrađuju primenom svih tehnika obrade metala.
Za obradu plastičnih masa koriste se mašine za obradu drveta ili lakih
metala, mašine sa velikom brzinom rezanja. Hlađenje se izvodi vodom, emulzijom
ili komprimovanim vazduhom. Bez hlađenja pri obradi termoplasta dolazi
do plastifikacije i lepljenja, a kod duroplasta i do raspadanja.
Kod obrade plastičnih masa rezanjem, vrlo su važni režimi rezanja i geometrija
reznog alata (slika 15.).
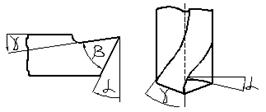
Slika 15. Rezni klin strugarskog noža i burgije.
Pri struganju prednost imaju noževi sa zaobljenim vrhom, dok pri glodanju
spiralno ozubljena glodala. Rezanje navoja treba izbegavati, ako se izvodi
koriste se nareznici sa većim uglom uspona i zaokruženom osnovom.
Pored mehaničkih operacija termoreaktivne mase mogu se brusiti tocilima,
brusnim papirom ili mehanički (kružnim metalnim četkama). Poliranje se
može izvesti pastama za poliranje ili flanim diskovima.
2.3.3. Osnovne operacije prerade
Osnovne operacije prerade plastičnih masa su:
- kalandrovanje,
- presovanje (obično, posredno, injekciono),
- ekstrudiranje (folija, cevi, traka i ploča).
2.3.3.1. Kalandrovanje
Kalandrovanje je slično valjanju metala. Primenjuje se za dobijanje tankih folija. Suština postupka je u višestrukom propuštanju fabrikata kroz zagrejane valjke, tako da se debljina stalno smanjuje. Kaladrovanjem se dobija folija debljine od 0,04 do 3 mm. Kalandrovanje se izvodi pomoću mašine koja se naziva kalander.
Proizvodnja na kalanderu je kontinualna i koristi se u masovnoj proizvodnji, kada je potrebno proizvoditi velike količine. Tri osnovne vrste kalendera su:
- kalenderi za izvlačenje folija,
- kalenderi za peglanje,
- kalenderi za utiskivanje dezena.
Kalander za izvlačenje folija prevodi izmešani
i homogeno plastificirani materijal u tanke folije beskonačne dužine.
Kalender se sastoji od tri odnosno četiri cilindrična valjka, paralelno
postavljenih sa suprotnim smerovima obrtanja. Vruća masa se kontinualno
dodaje između prva dva valjka kalendera, istiskuje u razmak između drugog
i trećeg, a zatim između trećeg i četvrtog, pri čemu se debljina izjednačava,
a površina polira. Iza valjka se nalaze uređaji za hlađenje, merenje,
obrezivanje i namotavanje gotovih folija. Upravljanje procesom proizvodnje
folija zahteva usklađivanje različitih operacija, posebno u pogledu sastava,
temperature, brzine, kapaciteta, itd. Na kalenderu sa najčešće prerađuje
omekšani i tvrdi polivinilhlorid. ![]()
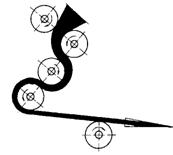

Slika 16. Šema postupka kalandrovanja
Kalander za peglanje se koristi za peglanje
glatkih površina folija i ploča, dobijenih ekstruzijom.
Kalander za dezeniranje utiskivanjem sastoji
se od gravirnog valjka i kontra valjka sa elastičnom površinom (obično
guma ili presovani papir). Dezeniranje utiskivanjem vrši se u plastičnom
stanju. Materijal se odmah hladi da bi se sprečila deformacija dezena.
2.3.3.2. Presovanje plastičnih masa
Izrada delova od plastičnih masa presovanjem vrši se u alatima (kalupima)
za presovanje, koji imaju jedno ili nekoliko profilisanih udubljenja (''gnezda'')
sa konturom koja odgovara obliku dela. Udubljenja alata se ispunjavaju
plastičnom masom (u čvrstom ili rastopljenom stanju) i pod dejstvom toplote
i pritiska izvodi se oblikovanje dela.
Osnovni postupci izrade delova od plastičnih masa u alatima za presovanje
su:
- obično presovanje,
- posredno presovanje i
- injekciono presovanje.
Prva dva načina presovanja pretežno se primenjuju kod izrade delova od termoreaktivnih plastičnih masa (duroplasta), dok se livenjem pod pritiskom najčešće izrađuju delovi od termoplastičnih masa (termoplasti).
-Obično presovanje
Obično presovanje je najprostiji postupak izrade delova od duroplasta i široko se koristi u praksi.
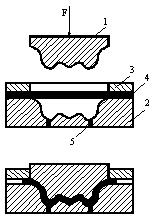
Slika 17. Shema i faze postupka običnog presovanja plastičnih masa
1- držač oblikača; 2- oblikač; 3- matrica kalupa; 4- gnezdo kalupa
5- materijal za presovanje i 6- predmet obrade;
Proces običnog presovanja se izvodi na hidrauličnoj presi u dvodelnom alatu. Na slici 17. je prikazana shema sa fazama rada pri običnom presovanju:
- punjenje udubljenja alata,
- zatvaranje alata i izvođenje presovanja
- otvaranje alata i izbacivanje gotovog dela (otpreska) iz njega.
Plastična masa za punjenje udubljenja alata je u obliku praha ili tableta. Pri tome je alat prethodno zagrejan dok plastična masa može biti hladna ili zagrejana. Zatvaranjem alata, izvođenjem procesa presovanja i zagrevanjem, materijal omekšava pod dejstvom toplote i pritiska. Vrši se popunjavanje kalupnih šupljina i očvršćavanje dela usled hemijskih reakcija izazvanih visokom temperaturom. Treća i poslednja faza je otvaranje alata i izbacivanje gotovog dela iz njega.
Običnim presovanjem mogu se izrađivati delovi svih veličina i svih vrsta plastičnih masa za presovanje, osim delova sa dubokim otvorima malih prečnika i delova koji u sebi imaju armaturu male čvrstoće koja se pod dejstvom sile pritiska može deformisati.
-Posredno presovanje
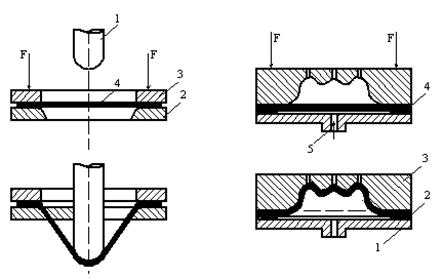
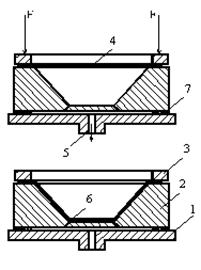
Ovaj način presovanja prikazan je na slici 18. i izvodi se pomoću alata koji imaju odvojenu komoru za punjenje od udubljenja alata u kome se vrši oblikovanje dela. Faze toka procesa posrednog presovanja su:
- punjenje komore materijalom, koji se u njoj zagreva i omekšava,
- zatvaranje alata,
- potiskivanje rastopljenog materijala iz komore za punjenje, preko ulivnih kanala ka udubljenju alata i
- vraćanje potiskivača, otvaranje alata i izbacivanje gotovog dela.
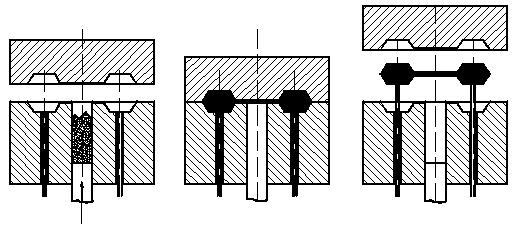
Slika 18. Posredno presovanje: odozgo a- punjenje, b- presovanje,
c- izbacivanje
Ovaj metod presovanja se koristi kod složenije konfiguracije
delova i kod delova sa armaturom manje čvrstoće. Materijali koji mogu
da se koriste su i duroplasti i termoplasti.
Pritisak presovanja je dosta veći od običnog presovanja i iznosi od 500
do 2000 bar.
Prednosti posrednog presovanja u odnosu na obično presovanje su:
- udubljenje kalupa se popunjava materijalom postepeno, tako da se ne izaziva deformisanje armature otpreska,
- usled ravnomernog zagrevanja i topljenja celokupne mase materijala moguća je izrada delova sa različitom debljinom zida u pojedinim presecima,
- kako se popunjavanje kalupa vrši materijalom koji je u tečnom stanju, mogu se izrađivati delovi složenog oblika i sa dubokim otvorima malog prečnika,
- veća je čvrstoća otpresaka zbog bolje homogenosti materijala,
- tačnost dimenzija je veća jer se vrši popunjavanje alata (kalupa) kada je on zatvoren i
- vek trajanja alata je duži (manje habanje udubljenja alata).
-Injekciono presovanje (ubrizgavanje - livenje pod pritiskom)
Injekciono presovanje je sa ekonomskog aspekta najznačajniji postupak prerade termoplasta. Izvodi se u odgovarajućim alatima na specijalnim mašinama za injekciono presovanje. I pored velikih troškova nabavke opreme (mašina i alata) ovaj postupak daje velike prednosti kod serija od samo nekoliko hiljada komada.
Prednosti ovog postupka su:
- tačnost dimenzija i oblika predmeta,
- proizvodnja delova složene konstrukcije,
- proizvod sa čistom i glatkom površinom u bilo kojoj boji,
- velike mogućnosti dorade, obrade i oplemenjivanja površina,
- brza proizvodnja velikih serija,
- visok stepen iskorišćenja materijala i
- manji prostor potreban za proces ubrizgavanja.
Primenjuje se za presovanje termoplasta i duroplasta.
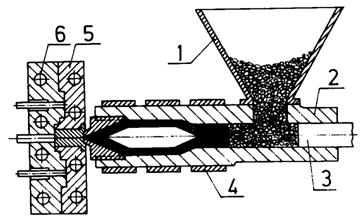
Slika 19. Shema postupka ubrizgavanja plastičnih masa
1- levak, 2- cilindar, 3- klip, 4- grejač, 5- kalup, 6- hlađenje c
Proces injekcionog presovanja (slika 19.) se sastoji iz sledećih faza:
- materijal za presovanje (u prahu ili zrnast) se sipa u bunker mašine odakle se posredstvom uređaja za doziranje dovodi u cilindar koji se zagreva posebnim grejačima,
- u cilindru se materijal topi i pod pritiskom klipa (ili pužnog valjka) potiskuje, preko brizgaljke mašine, ulivne čaure i ulivnih kanala u udubljenje alata. U toku ove faze alat se drži zatvoren na mašini specijalnim mehanizmom jer pritisak dostiže vrednosti 2000 bara.
- alat se hladi kao i materijal u njemu pa se posle nekog vremena alat otvara a gotov deo se izbacuje iz njega.
3. KARAKTERISTIKE IZABRANE PLASTIČNE MASE
Bakelit. ²The material of a thousand uses² (materijal
za stotine upotreba) kako je nazvana ova revolucionarna plastika zbog
svoje primene u mnogim oblastima nastaje kombinovanjem dve veoma različite
supstance: formaldehidne smole i baznog katalizatora. Pravi naziv ovog
materijala fenoplast, tačnije, rezit. Poznat je i kao ²prva plastika².
Leo Hendrik Baekeland je bio belgijski hemičar koji je
slučajno došao do otkrića bakelita i smatra se njegovim pronalazačem.
Rođen je 14.11.1863. godine u Gentu u Belgiji. Završio je studije hemije
i fizike a kasnije je postao profesor. Predavao je u Belgiji i Velikoj
Britaniji.
1889. godine je otišao u Ameriku gde je ostao da radi. Bio je savetnik
za pitanja iz oblasti hemije u jednoj firmi ali je posle dve godine napustio
taj posao jer je želeo da postane samostalni istraživač i da se posveti
samo određenim stvarima, a ne da ga opterećuju, po njemu, manje bitnim
stvarima.
1893. godine je izumeo fotografski papir koji je nazvao ²Velox². U početku
fotografi nisu bili zainteresovani za taj njegov proizvod što se kasnije
promenilo.
1899. godine Eastman Kodak otkupljuje njegov izum fotografskog papira
za 750.000 američkih dolara. Od tog novca kupuje vilu, a u garaži vile
smešta laboratoriju.
1902. godine počinje istraživanje sa reakcijama fenola i formaldehida.
14.07.1907. godine registruje svoj patent ²Heat and Pressure Patent².
Zanimljivo je da je samo dan kasnije u Londonu britanski inženjer elektrotehnike
James Swinburne hteo da zaštiti svoj patent koji je bio veoma sličan patentu
Baekelanda.
1907. godine je zagrevanjem fenola i formaldehida došao do tečnosti koja
je bila dobra za oblaganje površina poput laka. Daljim zagrevanjem ta
tečnost se pretvarala u testastu, gumastu smesu. Kada je tu smesu stavio
u bakelizator, dobio je čvrstu, providnu supstancu koja je mogla biti
beskonačno mnogo puta oblikovana. Jednom rečju: plastiku.
05.02.1909. godine svetu je zvanično predstavljen bakelit.
1910. godine Baekeland osniva prvu fabriku za proizvodnju delova od bakelita.
1927. godine je istekao ugovor o zaštiti patenata. Pojavilo se mnogo novih
kompanija koje su htele da preuzmu njegov posao. Baekeland je shvatio
da mora da zadrži pažnju na svojoj kompaniji pa je izvodio promocije.
Jedna od njih se sastojala u tome da kutiju za olovke od bakelita baci
sa 23. sprata zgrade. Naravno, ona je ostala cela.
Sredinom dvadesetih su industrijski dizajneri masovno poželi da koriste
bakelit. Već tada nije postojala ni jedna grana industrije gde se bakelit
nije koristio. Polovinom tridesetih godina postojalo je preko 600 kompanija
koje su se bavile proizvodnjom delova od bakelita.
Za vreme II Svetskog rata bakelit se koristio za proizvodnju kovanica
od 20 penija jer je bakar korišćen za ratnu industriju.
1944. godine Leo Baekeland je umro u gradu Beacon, New York.
U Evropi bakelit je postao popularan tek šezdesetih godina. Njegova popularnost
se smanjuje ali univerzalnost njegove primene pokazuje i to da je toplotni
štit svemirske letelice napravljen od fenolnog rezina, koja ispituje atmosferu
Jupitera, a lansirana je 1995. Razlog zašto se bakelit sve manje koristi
je to što ne postoji mogućnost njegovog recikliranja.
Prednosti primene bakelita:
- dobri elektro-izolatori,
- visoka otpornost na kiseline, rastvore i druge agresivne sredine,
- dobri izolatori vibracija,
- dobri zvučni izolatori,
- dobre antifrikcione osobine,
- dobra frikciona svojstva,
- niska cena koštanja,
- mala gustina u odnosu na metale,
- laka izrada delova i
- visoka produktivnost pri njihovoj izradi.
Nedostaci primene bakelita:
- nemogućnost zavarivanja i lepljenja,
- otpaci se ne mogu ponovo koristiti,
- smanjenje čvrstoće u toku dugotrajnog opterećenja,
- brz proces starenja,
- kratak vek trajanja.
Osobine rezita (bakelita) su:
- gustina rezita je 1,14-1,30 g/cm3,
- tvrdoća po Brinelu 30,
- udarna žilavost 0,1 J,
- specifični električni otpor 108 - 1011,
- dobra postojanost u vodenim i slabim rastvorima kiselina, benzinu, uljima i organskim rastvorima.
Mehaničke karakteristike bakelita
Stavka |
Jačina |
Snaga sabijanja |
Udarna jačina |
Čvrstoća rascepa |
|
Vertical to lamination |
Horizontal to lamination |
||||
Jedinica |
Mpa |
Mpa |
Mpa |
( |
|
Ojačan papir |
120~180 |
250~320 |
170~210 |
0.2~0.5 |
3.9~5.9 |
Ojačana tkanina |
100~150 |
200~250 |
100~150 |
0.5~0.7 |
6.0~8.0 |
Toplotna svojstva bakelita
Stavka |
Preporučena radna temperatura |
Destruktivna temperatura |
Koeficijent širenja |
Toplotna provodnost |
Jedinica |
°C |
°C |
|
|
Ojačan |
-50~100 |
120 |
|
0.21 |
Ojačana |
-50~100 |
140 |
|
0.38 |
Električna svojstva bakelita
Stavka |
Dielektrična izdržljivost |
Ivični napon koji mogu izdržati |
Obim otpornosti |
Površinska otpornost |
Izolaciona otpornost |
||
4h/150°C |
100h/25°C/90%RH |
||||||
Obični uslovi |
Nakon ključanja |
||||||
Jedinica |
kW/mm |
kV |
Ω.cm |
Ω.cm |
Ω |
Ω |
Ω |
Ojačan |
20~28 |
12~18 |
|
|
|
1010~5×1011 |
5×107~108 |
Ojačana |
12~20 |
8~15 |
|
|
|
5×109~1010 |
108~109 |
4. PROBLEMI PROJEKTOVANJA DELOVA OD PLASTIČNIH MASA
Projektovanje i konstrukcija proizvoda iz plastomera određeno je zadatkom
primene i postupkom proizvodnje. Od velike je važnosti vrsta polimera
koji treba primeniti, i konstrukciona mogućnost izrade kalupa, zavisno
od mašine za brizganje. Između projektanta, odnosno konstruktora proizvoda,
konstruktora kalupa i tehnologa za preradu ovim postupkom, potrebna je
uska saradnja i razmena mišljenja, kako bi se proizvod dobio uz najekonomičnije
i tehnički najpogodnije uslove. Projektant, a ponekad dizajner, i konstruktor
proizvoda moraju dobro poznavati svojstva polimera – izvornu sirovinu,
konstrukciju kalupa i sam postupak prerade, tj. oblikovanja injekcionim
presovanjem, ekstrudiranjem i duvanjem.
Ovo je naročito važno i zbog toga jer se kupci, koji od proizvođača traže
ponude za proizvode plastomernih materijala, obično ne razumeju u ovu
problematiku. Oni najčešće dostave crteže ili uzorke neprikladnih oblika
i imaju zahteve, koji nisu opravdani stvarnim tehničkim i funkcionalnim
potrebama.
Smatra se da je u opštem interesu prerađivača, da kupca već u početku
savetuje i upozori na sve, na šta ga upućuje njegovo iskustvo, pošto je
proučio svaki specifični problem s tehničkog i ekonomskog stanovišta.
Nejčešće nedoumice projektanata su:
• Izbor vrste polimera
• Mogućnost oblikovanja, koničnost, bočni profil
• Mesto brizganja
• Nepodesan oblik, potrebna zaobljenja
• Funkcionalnost površina
• Debljina zida, mesta uvlačenja
• Tolerancije
• Umetanje metalnih delova, s tim u vezi unutrašnja naprezanja
• Funkcija u konačnoj primeni, i
• Eventualna naknadna obrada.
Rešavanje ovakvih pitanja zavisi u najvećoj meri od iskustva ljudi, jer se ovi problemi mogu samo delimično egzaktno rešavati, koristeći se kod toga sistemski uređenim podacima, koji su kod svakog prerađivača kroz niz godina obrađivani i unošeni u podesne tabele, da bi se komparativno, od slučaja do slučaja, mogli upotrebljavati.
Što se tiče drugog dela problema, koji se odnosi na osnovnu sirovinu, za koju proizvođač daje precizne i utvrđene podatke, konstruktor proizvoda mora biti detaljno upoznat i poštovati svojstva polimera, primenjujući ih prema zahtevima svakog proizvoda. Kada su odabrani postupak i polimer može se započeti s prilagođenom konstrukcijom proizvoda, tj. proizvod i sirovina stoje u direktnoj zavisnosti. Uprkos bogatom izvoru informacija o polimeru, mora se premostiti praznina između poznatih vrednosti tipa materijala i pozitivnih svojstava proizvoda uz pomoć iskustva konstruktora, odnosno celog tima, koji je vezan za preradu i ako je moguće prerađivača polimera. U mnogo slučajeva je potrebno da se nakon konstrukcije proizvoda izradi model. Tek nakon ispitivanja i studije modela može se pristupiti konstrukciji i izradi kalupa za oblikovanje.
Potrebno je napomenuti nekoliko osnovnih pravila koja se mogu imati u vidu pri konstrukciji proizvoda od polimernih materijala. Svaki konstruktor ili projektant i onaj koji oblikuje izradak mora pre oblikovanja imati jasnu predstavu o upotrebi i zahtevima koji se postavljaju pred taj proizvod. Proizvodnja i upotrebna svojstva proizvoda zavise od oblikovanja koje odgovara plastomeru i od ispravnog izbora materijala kod oblikovanja proizvoda, razlikuju se dve grupe, i to:
• Tehnički proizvodi i
• Proizvodi široke potrošnje.
Tehnički proizvodi
Trebaju uvek ispunjavati određene zahteve. Kod izbora materijala mora se uvek voditi računa o tome da zadovoljavaju zahtevima koji se pred njih postavljaju bilo da se radi o otpornosti na hemikalije, o mehaničkim ili termičkim uslovima kao i o psihološkom momentu. Ako se polaže u održavanje mera proizvoda tada se mora voditi računa o specifičnostima izabranog materijala, o skupljanju u kalupu i naknadnom skupljanju. S druge strane se mora paziti na toplotno istezanje i upijanje vlage.
Proizvod se, ako je to potrebno, proračunava i odgovarajuće tome prilagođeno izabranom materijalu, konstruiše. Proračun se temelji na podatcima o materijalu koje daje proizvođač polimera za određeni tip materijala. Debljine zidova se moraju uskladiti s ciljem primene i mogućnostima proizvodnje.
Ako se zbog tehničko-prerađivačkih ili konstruktivnih razloga traži manja debljina zida, mogu se koristiti: ukrućujuća rebra obrubovi koji opasuju proizvod i slične konstrukcijske
mogućnosti. Za prihvat zavrtnja mogu se u projektovanom proizvodu odbrizgati navoji ili se navoj urezuje u pripremljenu (oblikovanu) rupu, ukoliko se radi s materijalima s većom tvrdoćom i čvrstoćom.Radi čvrstoće je preporučljivo predvideti dužine navoja 2 do 2,5 prečnika zavrtnja.
Ako se ove zavrtanjske veze često otpuštaju treba predvideti metalne umetke
sa navojem. Ove umetke možemo ubrizgavati u fazi oblikovanja brizganjem,
ili ih ubaciti naknadno ultrazvučnim postupkom.
Proizvodi široke potrošnje
I kod ovih proizvoda mora se voditi računa o predhodno pomenutim zahtevima, ali najčešće ovi proizvodi imaju zahteve lepog površinskog izgleda, površinski sjaj otpornosti te površine na delovanje medija za koji su namenjene. S druge strane ovi proizvodi moraju imati u proizvodnji i u konačnoj nameni sva svoja svojstva za spretno rukovanje i što svrsishodniju upotrebu.
4.1. Tehnološke karakteristike procesa presovanja plastičnih masa
Osnovne tehnološke karakteristike procesa prerade plastičnih masa presovanjem u kalupima i neke druge karakteristike koje su važne za konstruisanje alata su:
- predgrevanje alata,
- temperatura presovanja,
- sila presovanja,
- pritisak presovanja,
- vreme zadržavanja na visokoj temperaturi,
- koeficijent skupljanja,
- faktor punjenja,
- fluidnost materijala.
Predgrevanje alata se vrši da bi temperatura dostigla potrebnu vrednost i da bi ona bila ravnomerna u celom alatu. Vreme predgrevanja je obično 30 minuta.
Temperatura presovanja zavisi od vrste plastične mase za presovanje. Kreće se 75–200 °C.
Sila presovanja kojom se deluje na alat (kalup) zavisi od:
- veličine površine projekcije dela na pravac presovanja,
- specifičnog pritiska presovanja,
- broja udubljenja u alatu.
Pritisak presovanja zavisi od vrste plastične mase, dimenzija dela, oblika dela i dr., a kreće se do 500 bara.
Vreme zadržavanja na visokoj temperaturi (pečenje i otvrdnjavanje) je vreme potrebno za otvrdnjavanje zida debljine 1 mm. Izražava se u sekundama. Zavisi od vrste plastične mase, temperature predgrevanja alata, temperature i pritiska presovanja. Za većinu termoreaktivnih plastičnih masa iznosi 30 – 120 s/mm.
Koeficijent skupljanja plastičnih masa se daje u procentima, a odnosi se na smanjenje dimenzija otpreska. Određuje se iz odnosa razlike dimenzija udubljenja kalupa i otpreska prema dimenzijama otpreska:
![]() [%],
[%],
gde su Lk i L0 [mm] ![]() dimenzije udubljenja alata i odgovarajuće dimenzije otpreska pri sobnoj temperaturi.
dimenzije udubljenja alata i odgovarajuće dimenzije otpreska pri sobnoj temperaturi.
Vrednost koeficijenta skupljanja je bitan faktor koji treba uzeti u obzir prilikom konstruisanja delova od plastičih masa kao i prilikom projektovanja alata za izradu tih delova presovanjem u kalupima. Na veličinu koeficijenta skupljanja utiču mnogi faktori:
- hemijski sastav i građa plastične mase (smer vlakana),
- sadržaj vlage,
- vreme držanja u kalupu,
- oblik dela (debljina zidova)...
Faktor punjenja je količnik zapremine određene količine
plastične mase (zrnaste ili u obliku praha) i zapremine te iste količine
posle presovanja (zapremina otpreska). Ako se koriste plastične mase prethodno
presovane u obliku tableta ili briketa, faktor punjenja se dosta smanjuje.
Faktor punjenja zavisi od punioca i sastava plastične mase, a njegova
vrednost se koristi za proračun visine komore za punjenje alata za presovanje
kod posrednog presovanja.
Fluidnost (tečljivost) plastične
mase se odnosi na sposobnost popunjavanja udubljenja alata pri
određenim uslovima. Zavisi od:
- vrste punioca,
- rasporeda vlakana punioca,
- karakteristika plastične mase,
- vlažnosti plastične mase,
- kvaliteta površine udubljenja alata i dr.
Što je veća fluidnost plastične mase potrebna je manja sila presovanja i moguća je izrada otpresaka složenijeg oblika i manje debljine zidova.
4.2. Konstruisanje i tehnologičnost delova
Pri konstruisanju delova koji se izradjuju od plastičnih masa presovanjem u kalupima treba voditi računa o sledećem:
- pravilno oblikovanje konture dela (nagibi unutrašnjih i spoljašnjih površina),
- ravnomernost debljine zidova,
- pravilni raspored rebara,
- oblikovanju površina oslanjanja,
- obliku i dimenzijama udubljenja i otvora,
- zaobljenju ivica i prelaza,
- pravilnom izboru elemenata sa navojem i
- pravilanom izboru armature za ojačanje.
Pravilno oblikovanje konture podrazumeva više elemenata. Izbor unutrašnjih i spoljašnjihnagibaje bitan zbog lakšeg izbacivanja i vađenja otpreska iz alata. Nagibi unutrašnjih površina treba da su veći od nagiba spoljašnjih površina zbog skupljanja materijala. Vrednosti nagiba zavise od visine dela. U tabeli 1. su date minimalne vrednosti nagiba u zavisnosti od visine dela.
Tabela 1. Minimalne vrednosti nagiba
Visina (mm) |
Nagib spoljašnjih površina |
Nagib unutrašnjih površina |
Do 10 |
1:100 |
1,5:100 |
10-50 |
0,8:100 |
1,2:100 |
50-100 |
0,6:100 |
1,0:100 |
100-200 |
0,5:100 |
0,8:100 |
>200 |
0,3:100 |
0,6:100 |
Unutrašnja i spoljašnja strana dela ne treba da imaju ispuste jer oni onemogućavaju vađenje dela iz kalupa.
Položaj venca (formira se u ravni otvaranja alata) treba da je takav da su troškovi naknadne obrade otpreska minimalni što podrazumeva da su ravani otvaranja alata prostog oblika, a da je njihov broj što manji. Debljina venca treba da je takođe što manja.
Debljina zida
Debljina zida se određuje prema veličini i nameni proizvoda. Ispravno odabrana debljina zida zavisi od vrste polimera, puta tečenja plastične mase, kalupne šupljine, raspoložive mašine i traženim svojstvima samog proizvoda.
Određivanje njegove debljine zahteva veliko iskustvo, s obzirom da su putevi i otpori tečenja različiti za svaki proizvod.
Opšti prosek debljine zida iznosi između 1 i 3 mm, odnosno kod velikih otpresaka između 3 i 6 mm. Debljine zida iznad 8 mm i ispod 0,5 mm su, prema svojstvima kompaktnih polimera, nepogodne i treba ih, ako je to moguće, izbegavati. Debljina zida treba biti po mogućstvu jednolika. Ukoliko se, radi funkcije konstruisanog proizvoda, ne mogu izbeći različite debljine zidova, potrebno je predvideti prelaze. Pri tome treba obratiti posebnu pažnju na mesto ulivanja, tako da rastopljena plastična masa, kod brizganja, teče od debelih ka tankim delovima zidova. Brizganje, odnosno punjenje debljeg zida kroz tanji, dovodi do stvaranja oblasti povećanog skupljanja materijala, udubljenja i velikih unutrašnjih naprezanja u otpresku, odnosno proizvodu (slika 20.).
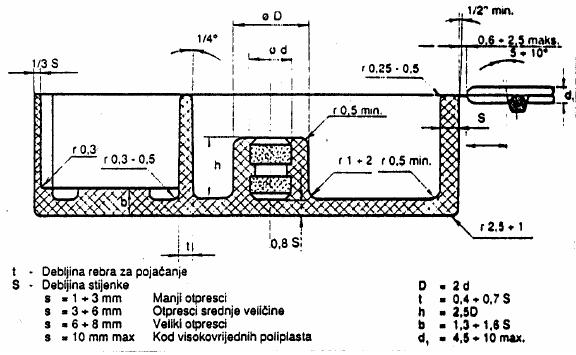
Slika 20. Preporučene vrednosti dimenzija u odnosu na debljinu zida
Ravnomernost debljine zidova treba da je što više ispoštovana jer nejednakost debljine zidova dovodi do krivljenja dela, a na mestima zaobljenja se javlja nehomogenost strukture i poroznost. Za osnovne vrste plastičnih masa za presovanje, u zavisosti od gabaritnih dimenzija, postoje sledeće preporuke za debljinu zidova:
- kod duroplasta sa zrnastom strukturom
 2 - 5 mm,
2 - 5 mm, - kod duroplasta za vlaknastom strukturom
 2,5 - 6 mm,
2,5 - 6 mm, - kod termoplasta visine do 150 mm
 0,5 - 2 mm i
0,5 - 2 mm i - kod termoplasta visine preko 150 mm
 2 - 3 mm.
2 - 3 mm.
Na slici 21. su prikazane netehnologične (1) i tehnologične (2) konstrukcije delova obzirom na debljinu zidova.
Slika 21. Netehnologične i tehnologične konstrukcije delova obzirom na debljinu zidova
Rebra za ojačanje
Upotreba rebara za ojačanje neizbežna je kod konstukcije proizvoda od plastomera. Ona poboljšava čvrstoću kod iste debljine zida. Ona osim što poboljšavaju čvrstoću kod iste debljine zida, pospešuje tečenje materijala unutar kalupne šupljine za vreme punjenja – ubrizgavanja. Izvedbe rebara moraju imati odgovarajuću koničnost u smeru izvlačenja iz kalupa, a njihove dimenzije trebaju biti u granicama t = 0,4 – 0,7 S, gde je: S - debljina zida i t - debljina rebra za ojačanje. Osim toga, prelazi rebara moraju imati minimalan radijus od 0,25 do 0,50 mm, a po mogućnosti i više, što zavisi od veličine proizvoda i debljine rebra, jer se ovim ujedno sprečava nastajanje udubljenja tamo gde se sastaju rebra i zidovi. Preporučuje se više tanjih i pljosnatih rebara, nego manje visokih i debljih. Rebra ne smeju biti toliko tanka da bi otežavala izvlačenje oblikovanog proizvoda iz kalupa. Oblik rebra zavisi i od oblika proizvoda. Dimenzije rebra (t) u okvirnim vrednostima uzimamo za proizvode čije debljine zidova iznose do 3mm: t = 0,4 S, i za proizvode debljine zida od 3 do 6 mm: t = 0,5 S, i konačno za proizvode iznad 6 mm debljine zida: t = 0,7 S. Rebra povećavaju modul čvrstoće zida povećavajući istovremeno i opterećenost proizvoda. Rebrasta struktura dozvoljava smanjenje debljine zida uz skoro potpuno zadržavanje prvobitne čvrstoće. Na taj način se štedi materijal, težina je manja, ciklusi prerade kraći, a izbegava se i nagomilavanje materijala koji često negativno utiče na izgled površine.
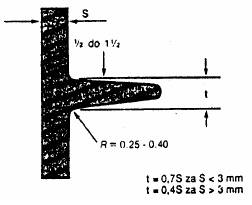
Slika 22. Dimenzionisanje rebara
Rebra treba konstruisati u pravcu maksimalnog radnog opterećenja i tečenja rastopa. Debljinu, dužinu i položj rebara treba odrediti već u početnoj – projektnoj fazi oblikovanja proizvoda. Debela rebra su uzrok pojave pojačanog povlačenja materijala i uvlačenja. Na ograničenim površinama mogu izazvati nehomogenost, velika termička naprezanja, koncentraciju naprezanja materijala i loš izgled površine. Duga i tanka rebra su najbolje rešenje za izbegavanje navedenih problema. Najvažni faktori za određivanje debljine rebara su put tečenja materijala i debljina zida gotovog proizvoda. Na slici 22. date su preporučene vrednosti za konstrukciju rebara za ojačanje. Iznete vrednosti imaju empiriski karakter, ali ipak mnogo zavisi od iskustva kod resporeda rebara da ona budu pozicionirana na mesta, koja će izvršiti ojačanje proizvoda, a ujedno i služiti kao vodiči kod lakšeg ispunjavanja šupljine.
Slika 23. Slika 24.
Za različite polimere, za istu debljinu zida, razlikuju se preporučene
vrednosti debljine rebara za ojačanje , što je prikazano na slikama 23
i 24.
Rebra znatno povećavaju čvrstoću i umanjuju deformisanje delova. Na slici
25. su prikazani neki primeri pravilne i nepravilne upotrebe rebara. Kod
delova sa velikom debljinom zidova smanjivanjem debljine rebra obezbeđuje
se veća čvrstina dela. Delovi manjih dimenzija umesto rebara imaju konkavno
ili konveksno dno. Radijalno raspoređena rebra treba da dosežu što bliže
osi dela da se ne bi otežalo skupljanje materijala.
Slika 25. Delovi sa nepravilnom i pravilnom upotrebom rebara za ojačanje
Debljina rebara za ojačanje treba da bude približno ista debljini zida
dela i sa nagibom bočnih površina 5 – 10°.
Slika 26. Nepravilno i pravilno izvođenje površina za oslanjanje
Velike površine za oslanjanje treba izvoditi u vidu
površina sa ispustima, vencem i sličnim elementima. Na slici 26. su dati
primeri nepravilnog i pravilnog izvođenja površina za oslanjanje.
Otvori kod delova od plastičnih masa izazivaju pojavu
unutrašnjih naprezanja usled ometanog skupljanja materijala na zidovima
jezgra. Od položaja otvora zavisi njihova tačnost kao i tačnost dimenzija
dela.
Prolazne otvore ne treba postavljati na zadebljanjima (slika 27.), već
na mestima sa jednakom debljinom zidova. Minimalni razmak između zidova
dva susedna otvora zavisi od prečnika i uzima se da je b=(1/3 - 1/4)d,
a rastojanje zida otvora od kraja dela 2 - 5 mm.
Slika 27. Nepravilan i pravilan položaj prolaznih otvora
Bočni otvori (upravni ili pod uglom u odnosu na pravac presovanja) oblikuju
se pomoću pokretnih jezgara i čine konstrukciju alata dosta složenijom,
a izazivaju nehomogenost strukture posebno kod običnog presovanja sprečavanjem
slobodnog tečenja materijala pri popunjavanju udubljenja kalupa. Njihova
kontura poprečnog preseka bitno utiče na tehnologičnost dela. Što je poprečni
presek jednostavniji, alat je jednostavniji i lakši za izradu, a deo ima
homogeniju strukturu.
Otvori i udubljenja moraju imati odgovarajući nagib. Maksimalna vrednost
odnosa dubine otvora (h) i prečnika otvora (d) date su u tabeli 2. u zavisnosti
od tipa otvora, metode presovanja i načina formiranja otvora.
Tabela 2. Maksimalne vrednosti odnosa h/d otvora
Tip otvora |
Način presovanja i način formiranja otvora |
h/d |
Prolazni otvori |
Obično presovanje (jezgro sa jedne strane udubljenja) |
1,5 - 3 |
Obično presovanje (jezgro prolazi kroz oba zida udubljenja) |
5 - 8 |
|
Obično presovanje (dva jezgra postavljena sa obe strane) |
4 - 6 |
|
Posredno presovanje i livenje pod pritiskom |
10 |
|
Neprolazni otvori |
Obično presovanje |
2,5 |
Posredno presovanje i livenje pod pritiskom |
4 |
Zaobljenja ivica i prelaza kod delova od plastičnih masa predviđaju se kod svih oštrih ivica i na prelaznim površina. Oštre ivice otežavaju izradu udubljenja alata, ometaju tečenje materijala pri popunjavanju alata i smanjuju čvrstoću dela. Poluprečnici zaobljenja spoljašnjih ivica kreću se 2 - 3 mm, a unutrašnjih ivica 1 - 2 mm kod presovanja.
Navoji se mogu izvoditi bez naknadne mehaničke obrade. Navoji mogu biti spoljašnji i unutrašnji. Minimalni prečnik navoja za delove od termoplasta i delove od duroplasta sa zrnastom strukturom je 2,5 mm odnosno 4 mm za duroplaste sa vlaknastom strukturom pri čemu je minimalni korak 0,5 mm. Ako na delu postoji više otvora sa navojem, potrebno je da svi budu istog koraka zbog istovremenog izvlačenja jezgra.
Delovi sa armaturom (metalnim umecima) za ojačanje proširuju oblast primene delova od plastičnih masa. Korišćenjem armature obezbeđuje se ravnomernija debljina zidova i olakšava se montaža ovih delova.
Nagib i podrezivanje
Za oblikovanje proizvoda postupkom brizganja neophodno je sve bočne površine, prodore, rebra i sl. izvesti sa dovoljnim konusom, da bi se lako izvukli iz kalupne šupljine. Nedovoljna koničnost dovodi često do oštećenja otpresaka kod izbacivanja. Ovde je nužno uzeti u obzir, da je skupljanje proizvoda različito, i to zavisi od primenjenog polimera.
Koničnost zida (slike 28 i 29) mora biti takva da omogući lako vađenje proizvoda iz kalupa. Taj ugao uobičajno iznosi ½° do 2° po stranici i to za unutrašnje i spoljašnje zidove. Veća vrednost se primenjuje u slučaju unutrašnjih zidova sa većom dužinom izvlačenja i komplikovanim oblikom proizvoda.
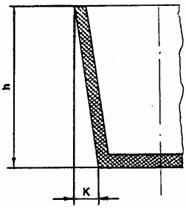
Slika 28. Nagib (k)
Površine izbacivača moraju imati dovoljno velike čeone površine kako ne bi suviše opterećivali ili oštetili površinu oblikovanog proizvoda. Kod strukturirane površine kao na slici 30. poželjan je ugao vađenja od najmanje 1° po stranici za svakih 0,025 mm dubine strukturirane površine. Strukturiranje bi trebalo izvesti u istom smeru kao i vađenje kalupa. Kod izbora koničnosti važan je izbor načina izbacivanja iz kalupa. Donje područje koničnosti može se postići, tako da se iskoristi svojstvo skupljanja oblikovanog plastomera. Proizvodi sa malim nagibom zahtevaju veći kvalitet izrade kalupa i kvalitetniju mašinu, jer je poznato da zbog premalog nagiba dolazi do otežanog izbacivanja iz kalupa. Doziranje sirovine, regulisanje pritiska brizganja i naknadnog pritiska je takođe vrlo ograničeno, jer svako i najmanje prekoračenje, otežava normalan ciklus oblikovanja. Položaj mesta brizganja i ulivanja može takođe loše uticati kao malih koničnosti, naročito ako ulivak leži na nedovoljno koničnom rebru, kod čega može doći do uklještenja zbog naknadnog pritiska.
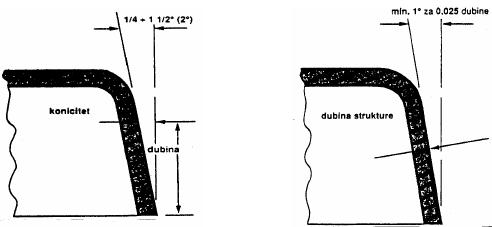
Slika 29. i 30. Koničnost zida i preporuke pri projektovanju
Zbog zahteva proizvoda i njegove funkcionalne namene potrebno je primeniti koničnost ispod 0,3 %, potrebno je osigurati izbacivanje dodatnim površinama za izbacivanje. Postoji niz izvedbi kalupa s poboljšanom koničnosti u smeru otvaranja i izbacivanja iz kalupne šupljine, ali svaka od njih zavisi od vrste proizvoda i primenjenog plastomera. Materijal koji se prerađuje i njegovo ponašanje u smislu skupljanja, njegova elastičnost, njegovo klizanje po metalu, osim što određuje ili barem uslovljava oblikovanje proizvoda i uslove prerade određuju i sposobnost vađenja iz kalupa, pa prema tome i koničnost. Za okvirno određivanje koničnosti ipak ostaje presudna vrsta plastomera. Kod žilavo elastičnih materijala često se sastavljaju podrezivanja radi zadržavanja na mestu (pokretna strana kalupa) sa koje strane želimo izvršiti izbacivanje.
4.3. Tačnost dimenzija delova od plastičnih masa pri presovanju u kalupima
Tačnost dimenzija delova od plastičnih masa zavisi od sledećih faktora:
- varijacije koeficijenta skupljanja materijala i venca usled promene temperature u toku procesa presovanja,
- tačnost dimenzija udubljenja alata,
- greški usled habanja elemenata udubljenja alata, i dr.
Varijacija koeficijenta skupljanja materijala ima najveći
uticaj na greške izrade delova od plastičnih masa, a veličina ove varijacije
zavisi od vrste i sastava plastične mase. Veličina koeficijenta skupljanja
materijala kreće se u granicama od 0,1 - 4%, s tim što je veća vrednost
kod termoplasta. Greške dimenzija otpresaka usled uticaja ostalih faktora
su znatno manje.
Tačnost dimenzija zavisi od njihovog položaja, pri čemu
se razlikuju dve grupe dimenzija: dimenzije koje su ograničene nepokretnim
površinama udubljenja u jednom delu alata i dimenzije koje su ograničene
sa površinama oba dela udubljenja alata i od pokretnih delova alata.
5. PRIMER PROJEKTOVANJA DELA
NOĆNI PREKIDAČ
U okviru ovog dela seminarskog rada izvršeno je modeliranje kućišta noćnog prekidača. Noćni prekidač ima višestruku namenu, koristi se na većini oklopnih i motornih vozila vojnih jedinica. Osnovna namena mu je promena intenziteta svetla kod motornih vozila, a kod oklopnih služi i za uključivanje i isključivanje određenih aktivnosti (kretanje kupole itd.).
Noćni prekidač se sastoji od kućišta (bakelit) i metalnih elemenata (nagazni deo, delovi za priključenje električnih vodova, deo za fiksiranje), što je prikazano na slici 31.
 |
|

Slika 31. Izgled noćnog prekidača
Projektovanje dela od bakelita (kućište noćnog prekidača)
Na osnovu oblika dela, zadatih kriterijuma i preporuka iz literature usvojeni
su sledeći elementi:
- materijal dela je bakelit PF-1A22 (jednostepena smola za opštu upotrebu sa drvenim brašnom kao puniocem, bezamonijačni tip sa veoma dobrom otpornošću na koroziju pri kontaktu sa metalnim delovima),
- zapremina dela je V=2,44 × 10-5 m3,
- površina projekcije otpreska na pravac presovanja A=33,183 × 10-4 m2,
- unutrašnji i spoljašnji nagibi su j=0,5°.
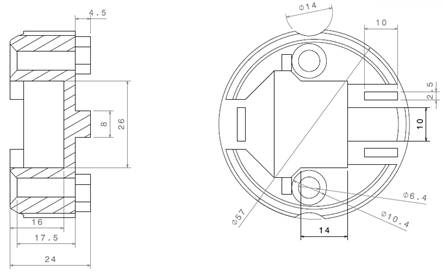
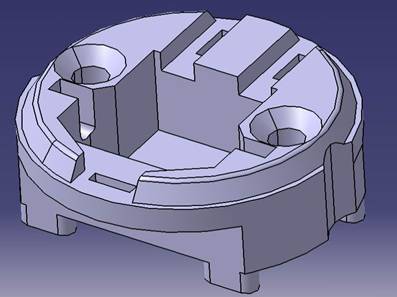
Slika 32. Geometrija kućišta od bakelita
Deo je modeliran u programu Catia Version
5.12. Na slici 32. je dat geometrijski izgled kućišta i njegove gabaritne
mere. Pri modeliranju korišćen je modul Mechanical Design,
a u okviru njega radno okruženje (workbench) Sketcher
i Part Design.
Na početku potrebno je analizirati deo da bi se odredio što optimalniji
način izrade 3D modela. Modeliranje je moguće izvesti na više načina u
zavisnosti od afiniteta i znanja korisnika programa. Jedan od načina će
biti prikazan po fazama:
- U radnom okruženju Sketcher,u XY ravni, crta se krug naredbom Circle, a zatim se vrši definisianje njegovog prečnika naredbom Constraint. Potrebno je uvek elemente definisati tako da budu zelene boje. Izlaskom iz Sketcher-a i uključivanjem naredbe Pad u Part Design-u pojavljuje se dijalog prozor u kome se upisuje visina izvlačenja i selektuje se sketch koji se izvlači (slika 33.).
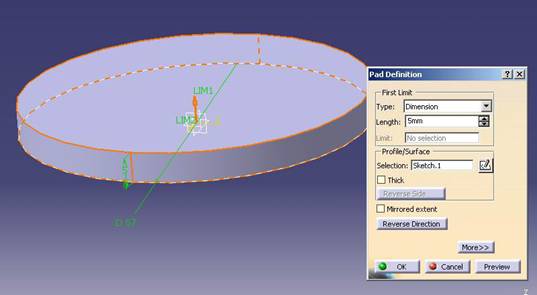
Slika 33. Dijalog prozor naredbe Pad
2. Ulazi se u Sketcher, u ravni XZ gde se crta kontura koja će se, po povratku u Part Design, naredbom Shaft rotirati za 360° oko Z ose tako da se dobija deo kao na slici 34.
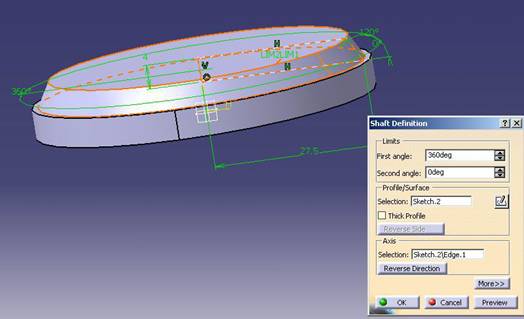
Slika 34. Izgled dela posle naredbe Shaft
3. Selektuje se ravan XY i ulazi se u Sketcher gde se crta kontura koja se po izlasku iz Sketcher-a izvlači naredbom Pad na potrebnu visinu (slika 35.).
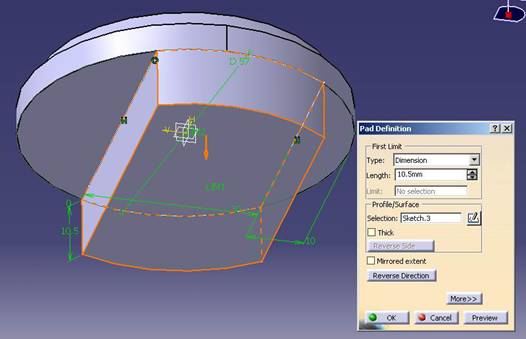
Slika 35. Izgled modelaposle naredbe Pad
4. Selektovanjem Sketcher-a i ravni koja predstavlja dno trenutnog modela, crta se kružnica prečnika R=7 mm koja se naredbom Mirror preslikava simetrično u odnosu na ZX ravan. Prelaskom u Part Design i naredbom Pocket otvara se prozor za dijalog u kome bira opcija Up to last kao tip i poslednji Sketch čime se vrši odsecanje nepotrebne zapremine (slika 36.)
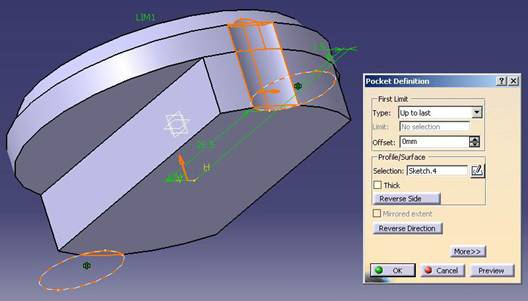
Slika 36. Odsecanje zapremine modela naredbom Pocket
5. U ovoj fazi se dodaju elementi za oslanjanje. Ulaskom u Sketcher u ravni dna modela, crtanjem potrebne konture, izlaskom iz Sketcher-a i naredbom Pad se dobija model prikazan na slici 37. Istim postupkom se dodaje i centralni element
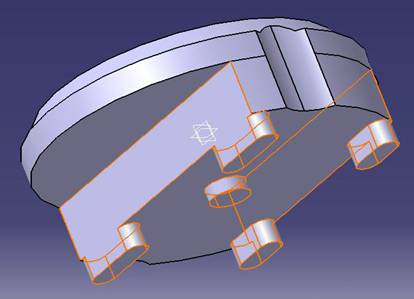
Slika 4.7. Model sa elementima za oslanjanje
6. Sada je potrebno od postojećeg modela oduzeti određenu zapreminu. Crtanjem odgovarajućih kontura u ravnima od kojih polazi oduzimanje zapremine i naredbom Pocket se dobija model kao na slici 38.
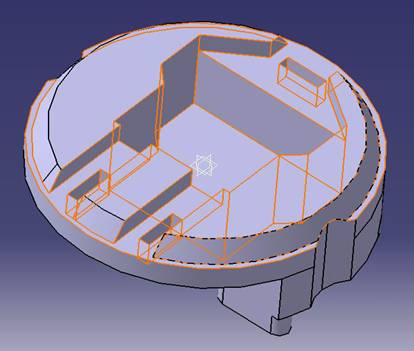
Slika 38. Izgled modela posle naredbe Pocket
7. Bušenje otvora se vrši naredbom Hole. Njenim aktiviranjem i selektovanjem površine na kojoj se otvor ''buši'' otvara se dijalog prozor (slika 39.). Unosi se prečnik i dubina, a zatim se vrši tačno pozicioniranje centra otvora u selektovanoj ravni. U sledećem segmentu se bira tip otvora. U ovom slučaju Countersunk, gde se još određuje ugao i dubina zakošenja.
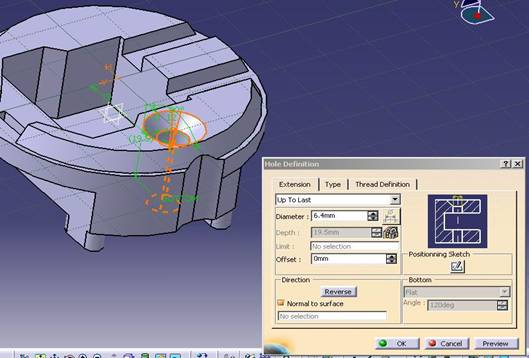
Slika 39. Bušenje otvora naredbom Hole
8. Kada je jedna rupa izbušena, naredbom Circular Pattern (definisanjem broja kopija i ugla), vrši se preslikavanje pod uglom od 180° u odnosu na ravan XY.
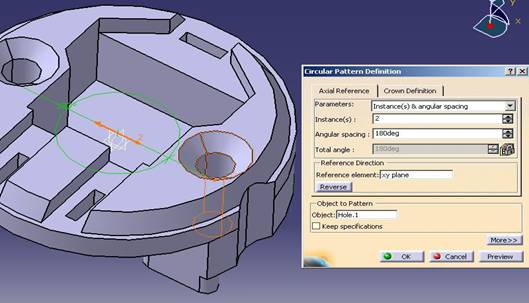
Slika 40. Primena naredbe Circular Pattern
9. Sledeća faza je oduzimanje nepotrebne zapremine (slika 41. i 42.) naredbom Pocket.
|
|
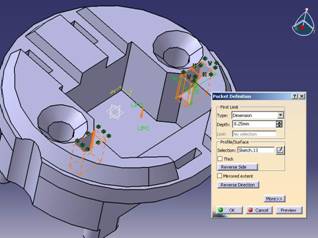
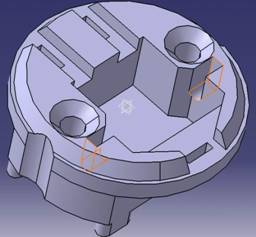
Slika 41. i 42. Primena naredbe Pocket za oduzimanje zapremine |
10. Zaobljenje ivica modela dobijaja naredbom Edge Fillet. U dijalog prozoru se definiše radijus zaobljenja i objekti se selektuju (slika 43.).
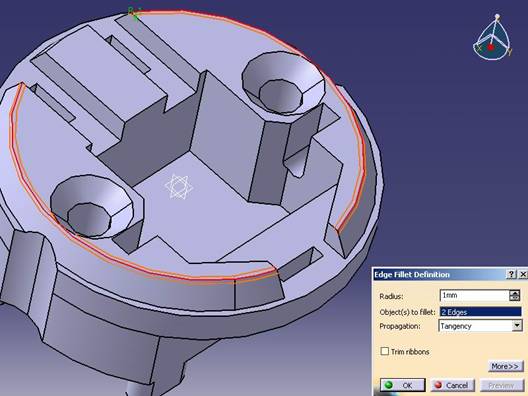
Slika 43. Korišćenje naredbe Edge Fillet za dobijanje
zaobljenja ivica modela
11. Da bi se obezbedilo lako vađenje dela iz alata, bočne površine moraju biti pod nagibom. Naredbom Draft Angle se dobija dijalog prozor kao na slici 44. U njemu se definišu: ugao nagiba, broj površina koje treba uraditi pod nagibom, neutralna površina i smer nagiba.

Slika 44. Dijalog prozor naredbe Draft Angle
12. Poslednja faza je uvećanje celog modela zbog skupljanja plastične mase prilikom presovanja. Koristi se naredba Scaling. Određivanjem odnosa uvećanja i ravni po kojima se uvećanje vrši (potrebno je uraditi uvećanje za sve tri ravni XY, XZ i YZ), dobija se model kućišta spreman za modeliranje alata za njegovu izradu (slika 45.).
Slika 45. Model kućišta spreman za modeliranje alata za njegovu izradu
ZAKLJUČCI
Plastične mase se poslednjih godina veoma mnogo koriste, tako da ne postoji grana industrije u kojoj nisu našle mogućnost primene. Veliko učešće imaju u sledećim oblastima:
- telekomunikaciona oprema,
- elektronska oprema,
- automobilska industrija,
- dečije igračke,
- računari i računarske komponente i dr.
Nivo traženog kvaliteta i preciznosti izrade delova od plastičnih masa stalno rastu kao i ostali zahtevi tržišta. Tako da greške i problemi u planiranju, projektovanju, proizvodnji i kontroli sve manje se tolerišu.
U oblasti planiranja, projektovanja i proizvodnje primenjuju se CAD/CAM/CAE sistemi. To su sistemi kod kojih se upravljanje procesom projektovanja i proizvodnje obavlja preko računara. Time se postižu poboljšanja u odnosu na primenu starijih principa rada. Prednosti primene CAD/CAM/CAE sistema se postižu u sledećim segmentima projektovanja i proizvodnje:
- predstavljanje objekata (2D i 3D modeli),
- generisanje tehničkog crteža dela,
- proračuni,
- tehnološki postupci i
- NC programi za mašine.
Catia je programski paket koji omogućava razvoj proizvoda u svim segmentima
njegovog ²životnog puta². Njenim korišćenjem pri modeliranju dela i alata
za njegovu izradu postupkom presovanja samo su jednim malim delom iskorišćene
njene prednosti, a njene stvarne mogućnosti mnogo su veće.
Prerada plastičnih masa običnim presovanjem je najprostiji postupak izrade
delova od termoreaktivnih plastičnih masa (duroplasta) i zbog toga široko
se primenjuje u praksi.
Bakelit je počeo da se koristi početkom XX veka. Njegova popularnost je
konstantno rasla. U Evropi je postao popularan tek 60.-ih godina XX veka.
Zbog svojih osobina ima široku primenu u gotovo svim oblastima. Spada
u grupu termoreaktivnih plastičnih masa (duroplast).
Najnovija tendencija razvijenih zemalja je da se bakelit polako izbacuje
iz upotrebe. Razlog je to što on i njegovi otpaci ne mogu da se recikliraju,
a po najnovijim standardima i zakonima o zaštiti životne okoline, korišćenje
takvih materijala treba što više smanjiti.
Na kraju se može zaključiti da plastične mase i procesi njihove prerade
imaju dobru perspektivu zbog niskih ulaganja u opremu, relativno jeftinih
i pristupačnih sirovina i velike fleksibilnosti proizvodnje.
LITERATURA
- Milenko Jovičić, Alati za kovanje, livenje pod pritiskom i presovanje plastičnih masa – Mašinski fakultet, Beograd, 1989.
- Bogdan Nedić, Vladislav Đukić, Plastične mase - Mašinski fakultet, Kragujevac, 2004.
- Zoran Antić, Tehnologija prerade poliuretana RIM postupkom u preduzeću 21. oktobar Kragujevac - Diplomski rad, Kragujevac, 2001.
- Bogdan Nedić, Tehnologije prerade plastičnih masa – Mašinski fakultet, Kragujevac, 2008.
5. http://www.ekologija.rs/istorija-plastike-3-%E2%80%93-bakelit
preuzmi
seminarski rad u wordu » » »
